

一、基本概述
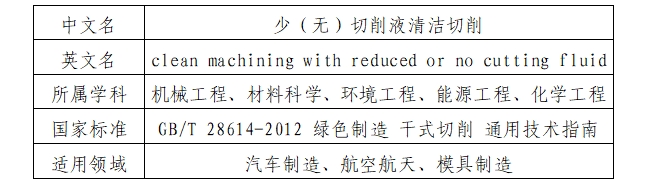
“少(无)切削液清洁切削”技术是一种聚焦于机械加工绿色化转型的前沿制造工艺。该技术通过微量润滑(Minimum Quantity Lubrication,MQL)策略实现切削液用量的大幅削减,或采用干切削(Dry Cutting)模式摒弃切削液的使用,有效解决传统切削工艺中因大量使用切削液引发的环境污染与资源消耗问题,为现代机械制造领域提供可持续发展的创新路径。
二、分类信息
三、详细解释
在传统机械加工过程中,切削液被广泛用于冷却、润滑和排屑,但其大量使用也带来了生态污染、综合成本增加及职业健康隐患等问题。面对这些挑战,少(无)切削液清洁切削技术应运而生,推动制造业绿色转型。该技术实现方式包括应用耐高温刀具材料/涂层、优化工艺参数、改进机床设计以及引入高效润滑/冷却系统(如微量润滑、冷风)。在保证加工质量的同时有效控制加工过程中的热量、切屑和污染物排放问题。
与传统工艺相比,这项技术兼具提升效率和治理环境的双重优势:一方面显著缩短加工周期、降低综合成本;另一方面则能显著减少含油废水、有害油雾(如PM2.5)及重金属残留等主要工业污染源。此外,该技术有利于提高资源利用效率,如减少水资源和化学品的消耗、便于切屑回收,并降低综合制造成本,这些优势使其成为助力“双碳”战略的重要技术手段。
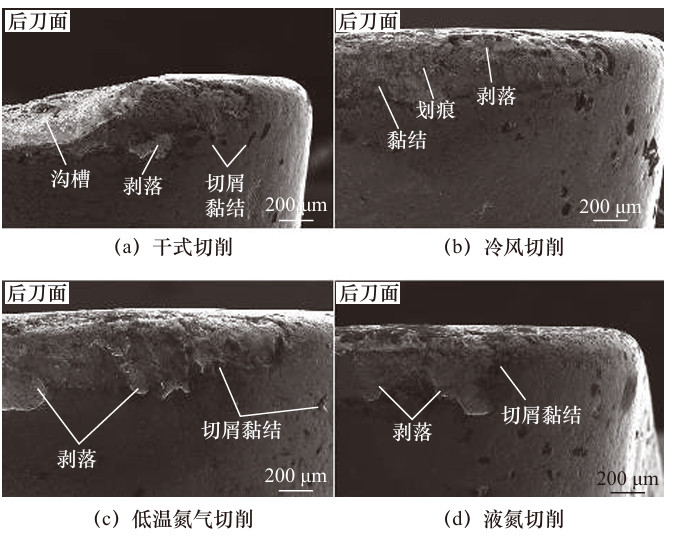
以下是几种常见的少(无)切削液清洁切削加工方法:干切削指的是在切削加工过程中不使用任何切削液,依赖刀具材料、涂层和工艺优化。微量润滑(MQL)切削指的是使用最小量的切削液达到最佳切削效果。目前超微润滑工艺中润滑剂用量仅约为传统工艺的万分之一。低温切削是用液氮、液态二氧化碳等低温介质代替普通的水冷或雾冷却剂作为机加工冷却剂的过程。
作为绿色制造的核心工艺引擎,其价值主要体现在“源头减排”与“资源增效”两方面:单台机床可大幅减少废液排放,工作环境中的油雾浓度被有效控制在安全标准以下;微量润滑使用的植物油具备良好的生物降解性,干切削产生的金属切屑可直接用于熔炼再生,显著降低了回收过程的能耗。
四、应用领域/前景
少(无)切削液清洁切削技术正加速从机械加工中的污染源转型为绿色制造的战略支柱,广泛应用于航空航天、汽车制造、医疗器械等高端制造产业,展现出强大的适应性与推动力。
在航空航天领域,结合纳米强化的微量润滑工艺,加工高温合金叶片不仅延长刀具寿命,还保证了高表面精度;汽车行业中,“干切削+专用涂层刀具”技术,使铸铁缸体加工彻底摆脱对切削液的依赖,切屑回收纯度极高;医疗器械制造则通过液氮低温切削,有效避免了钛合金骨钉热损伤,保障了产品生物相容性无污染。
目前,在这些行业中,微量润滑和干切削技术已替代超过90%的传统切削液使用,不仅大幅降低石油资源消耗和含致癌物的废液处理难度,还显著提升了能源利用效率。工厂车间油雾浓度明显下降,为操作工人提供了更健康的作业环境,这一优势对医疗、电子等精密制造领域尤为关键。技术创新也不断推动该技术向环保协同与高值化创新方向突破:微量润滑工艺实现近零废液排放,干切削结合压缩空气或液氮冷却显著降低能耗;前沿研究聚焦纳米增强润滑剂、智能雾化控制等方向,并积极探索极端环境(如真空、微重力)下的干切削机理研究,为未来制造奠定基础。
政策层面,《中国制造2025》提出加快应用清洁高效的切削等加工工艺,实现绿色生产,为少(无)切削液技术的推广应用提供了制度保障。对企业而言,采用这项技术能带来显著的经济和环境效益:一方面,它有助于显著降低综合运营成本;另一方面,不仅能大幅节省切削液循环系统所需的能源消耗,更可避免石油基切削液使用过程中所产生的碳排放,该技术已成为推动工业领域实现低碳转型的重要支撑。
未来,少(无)切削液清洁切削技术将向“零污染、零风险、零碳工序”目标跃迁。随着智能涂层、长效润滑介质等关键技术的突破,该技术不仅将进一步巩固在半导体、核聚变材料等高端制造领域的优势,更将通过“生物润滑剂-再生能源”循环模式,开拓更广阔的市场空间。
五、绿色应用难点
少(无)切削液清洁切削技术尽管优势显著,但其仍面临着多个技术与应用瓶颈。
在技术层面,如缺乏切削液冷却与润滑,容易导致切削热积聚、刀具磨损加快、工件表面质量下降。干切削和微量润滑对刀具材料、涂层和加工参数控制要求更高,加工精度稳定性难以保障,尤其在难加工材料和复杂结构件中应用受限。
其次是设备与成本障碍。现有机床多为传统湿切设计,改造成本高,同时微量润滑系统复杂、维护要求高,增加了企业初期投入与运营难度。
再者是推广与标准化不足。目前缺乏统一的行业工艺标准与效益评估体系,使企业在实施过程中缺乏明确的技术指引和政策激励。此外,技术人才缺口和培训难度,也限制了该技术的大规模落地。
少(无)切削液技术通过源头减废和资源增效支撑“双碳”目标,但仍需解决刀具适应性(难加工材料刀具寿命波动)、工艺标准化(参数动态优化)及初期成本(微量润滑系统改造成本)问题。政策驱动中则需配套细分行业技术导则,加速规模化应用。
本词条贡献者:
董文钧 北京科技大学材料科学与工程学院教授
本词条审核专家:
吴吉明 中国工程师联合体学术委员会委员、中国土木工程学会科普专家委员会特邀专家,北京土木建筑学会常务副秘书长,高级工程师
参考来源:
[1]荆成利,郑光明,王成,等.清洁高速硬切削模具钢的仿真与试验研究[J].现代制造工程,2023(4):110-115.



 扫码下载APP
扫码下载APP
 科普中国APP
科普中国APP
 科普中国
科普中国
 科普中国
科普中国